樹脂設計便覧
樹脂成形品の設計手法をレクチャーします。
10.クレイジング
クレイジングは、成形品の表面に毛髪状の線に見える小さい割れまたはひびが現われる現象で、内部応力(残留ひずみ)があるために発生する。
成形品は数日間位はかなり収縮するので通常クレイジングは、成形後ただちに現われずに若干の期間をおいて発生することが多い。
これは成形時に、熱的あるいは分子形状などが原因で非常に大きな内部応力が成形品中に残ったままになっており、それが材料の弾性限界以上になったとき細かいひびとなる。
長期の屋外曝露、成形品の接着に用いる溶剤類の使用、材料を侵す物質との接地、あるいはひずみの加わるような組立方法(たとえば、ねじによる締付けなど)を採るとクレイジングを生じるが、これも内部ひずみがあるために発生するのである。
内部ひずみは透明成形品の場合、偏光を当てるとその部分に虹のような縞を生じる。
その縞の密度の高いほど、ひずみが多い。
金属インサートを用いる場合、合成槻脂の膨張係数は金属に比ベ5〜10倍大きいので収縮時に応力を生じ、クレイジングの原因となる。
(1)
ある種の合成樹脂、とくにスチロール樹脂はコイル状の鎖状分子となっている。
これがキャビティに充填されるとき、その内面に接触した部分は冷却されて個化または非常に粘度の高い層となるが、中心部は温度が高く低粘度層となる。
したがってこの間に剪断力が発生し、ポリスチロール分子は引き伸ばされてコイル状でなくなり、3層を形成したまま固化する。
この変形した分子が元に戻ろうとする力が内部応力となる。
要するに材料の粘度が非常に高い状態で成形されると、流れにくい個所に剪断力が働き応力を生じる(図5・1)のであるから、成形品の形状、金型設計などの原因を探究して排除すればよい。
内部応力はクレイジングの原因となるだけではなく、成形品が熱変形温度以下の温度で変形したり、所定の機械的強度よりもはるかに低い値を示したりする主要原因となるもので、流れのよくない材料を使用するときには十分注意しなければならない。
(a)
射出成形品で内部ひずみのないものはないが、透明品で成形して偏光光線を用い光弾性試験をした結果では、材料温度が適切であれば射出圧力が低い方が内部応力の減少することが指摘されている。
しかし、この処置は射出圧力が低すぎとなることがあるので材料温度を上げなければならないし、かつ、これに伴う他の欠点が発生したり、逆に内部応力が増すので必ずしも実践的とはいえない。
射出圧力が高すぎれば、”ジェッティング”や乱流を超す傾向があるので、分子が正常のコイル状をなさなくなる。
(b)
材料温度あるいは金型温度が低いと、キャビティ内面に接触した材料が速く固化しやすいので、3層を形成し剪断力が働くようになる。
(c)
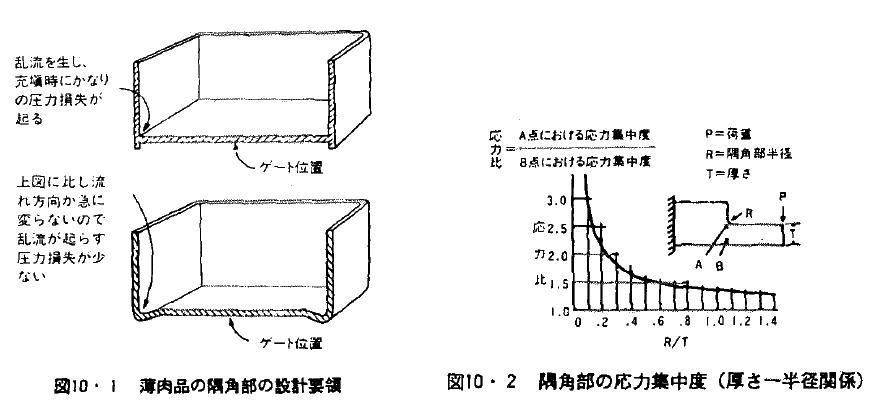
金型の設計が拙劣で急激な肉厚の変化が多いとき、あるいは材料の流れが急激に変るような個所は乱流を起こす。
図10・1に一般的な隅角部の設計要領を示し、図10・2に隅角部の応力集中状態を示す。
またエジェクターピンがキャビティ内に出ていると乱流を超す。とくに薄肉のときにほ著しく応力が残る。
(2)
厚肉部にエジェクターピンがあると、離型時に成形品の外層は固化していても中心層は固化せず高粘度のままなので、エジェクターピンの圧力の加わった所から放射状の流れを生じ応力が発生する。
成形サイクルは長くなるが十分固化した後に離型しなければならない。
また、エジェクターピンは同時に作動しないと、無理に離型される個所にクレイジングを生じる。
(3)
コアーに密着した成形品を離型する場合、内部が減圧状態になるので、中心部に引かれるような外力が働き応力を生じる。
コアー部に通気口を設けたり、エジェクターピンのクリアランスを大きくして空気の入りやすいようにする。
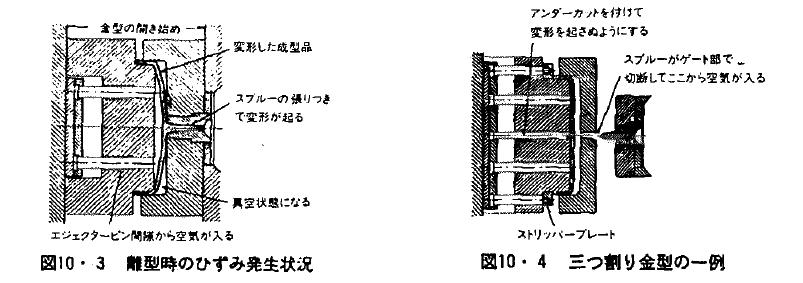
センターゲートのもので、スブルーが張りついて一部が減圧になり応力を生じることがある(図10・3)。
この場合にほ金型を三つ割りにするとよい(図10・4)。
(4)
成形品のひけを少なくし光沢をよくするために、射出完了後でもそのままある期間圧力をかけておく方法(ドウェリング、パック、保圧などという)がよく採られている。
保圧期間中に全キャビティ中の材料温度がノズル部の温度よりも低くなるので、キャビティ内で成形品の収縮が起こり、材料がその量だけ流入する。
しかしこの場合、固化状態に近い所に材料が圧入されるので当然分子にひずみを生じ、クレイジングの原因となる、ある程度の保圧時間、圧力ではあまり問題にならないし、また必要でもあるが、過度に及ぶとクレイジングが発生する。
保圧時間をある時間に止め、ゲートを通じて余分の材料が流入するのを防止すればよい。その方法として、
(a)
ピンポイントゲートを採用する(ゲートの大きさは材料、温度、圧力を検討した上で決定しなければならない)。
(b)
ゲートバルブを使用する(ゲート部に自動開閉する バルブを設ける)。
(c)
ノズルにチェックバルブを使用する。
(d)
キャビティとランナー間の圧力を平衡状態に維持する(保圧をキャビティ内の圧力低下に応じ、連続的に合致させるようなリーフバルブを油圧装置に採用する)。
(5)
アニーリング(徐冷)すれば熱的ひずみが少なくなる。
成形品の熱変形温度より5〜10℃低い温度にひたし、時間をかけてアニーリングを行うと効果がある。
この方法は射出成形後に行うと表面のクレイジソグやインサート部のクラックに対して著しい効果がある。
成形品を自動温度調節浴中に投入し、適切な時間を経過させた後、取り出すのである。
成形品が厚肉のときは、離型後室温になるまでかなり時間がかかる。
したがって、段ボール箱のような保温性のよい容器中に離型直後入れておけば徐冷されるので、自然にアニーリング効果が得られる。この方法は、機械加工、バフ加工などによる局部的な熱発生が避けられないときや、金属のインサートをするとき、あるいはセルフタッピングなどの組立による外部応力の加わったまま製品にする場合には、きわめて効果がある。
(6)
屋外暴露やコップのように大きな温度変化を繰り返すようなものには、それぞれ耐候性および耐熱性材料を使用しないとクレイジングの発生は避けられない。
(7)
ノズルにチェックバルブを使用すると、充填過剰による内部応力が少なくなる。
(8)
キャビティをふいたりインサートを洗浄する場合に、材料を侵す溶剤を用いないようにする。
1.ショートショット(充填不足)
2.ば り
3.成形品面の“ひけ”
4.気 泡
5.フローマーク(波紋)
6.シルバーストリーク(銀条)
7.表面のくもり
8.ウェルドライン(融合線)
9.ブラックストリーク(黒条)および焼け
10.クレイジング
11.ジェッティング
12.反りおよび変形
13.成形品の離型不良
14.スプルーの離型不良および切断
15.材料の食込み不良
16.その他の不良
戻る< TOP >次へ
メニュー
- 1. 機能性
- 2. 成形品設計手順
- 3. 成形品設計の基本要素
- 4. 成形品の主なチャックポイント
- 5. 成形品強度
- 6. 成形材料の選択
- 7. 成形品設計のデザイン原則
- 8. 成形品ゲートの種類
- 9. 射出成形用金型
- 10.金型打合せチェックリスト
- 11.射出成形・不良現象と対策
- 12.不良現象・原因と処置
Designed by CSS.Design Sample