樹脂設計便覧
樹脂成形品の設計手法をレクチャーします。
12.反りおよび変形
成形品の反りは一般に成形品設計に原因していることが多い。
成形操作に起因することもしばしばあるが、成形品設計に関するものに比べると頻度は少ない。
生産能率を上げるめに冷却速度を速めると、内部応力を非常に増加させる。
これは成形品を熱変形温度以上に加熱すると著しい変形を起こすので、すぐ判別できる。
成形後の外力により反ることは少なく、大部分は内部応力が原因である。
クレイジングの場合の内部応力が外部の変形となって現われたもので、原因はほとんど変らない。
「10・クレイジング」に関する事項を参照願いたい。
材料が硬質の場合、成形品に内部応力があっても、外形にはなはだしい影響を及ぼすほどでほないので、その形状が保たれ大きな変形を起こすことはない。
しかし、ポリエチレンのような可塑性の材料は、内部応力によりかなり目立った変形を起こす。
(1)
成形品が十分冷却されないうちに離型された場合、エジェクターピンによりその表面に外力が加わるので、反りや外形の変形が起こる。
この場合には、金型温度を下げるか、冷却時間を長くするように成形条件を変更する。
(2)
スプルーの離型が悪いと変形を起こす(図10・3参照)。
このときの処置は「14.スプルーの離型不良および 切断」の項を参照されたい。
(3)
成形品の離型後、外形維持のために枠や重りを使用し十分に放冷する。
この方法によると内部応力のために若干のクリープを起こす傾向があり、日時の経過とともに成形品の寸法に誤差を生じてくる。
(4)
成形品の肉厚が不均一の場合、各部の冷却速度が不同となり、冷却が遅れる部分の材料は、ひけや気泡の発生原因(図3・3、図4・1参照)と同様に収縮量が大きいので反ってしまう。
図12・1に金型温度不均一による成形品の反りの一般的傾向を示す。この場合は高温側にそる性質がある。
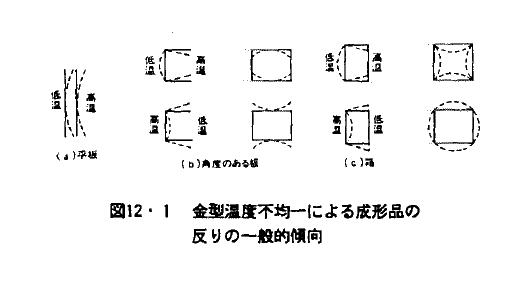
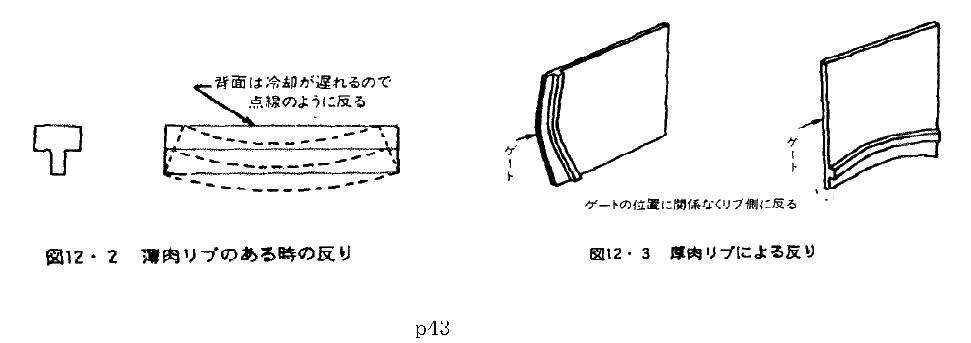
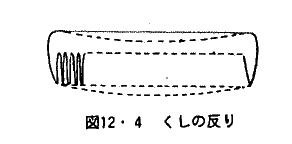
図12・2ほリブの固化が速い場合の反りを、図12・3はリブの肉厚が基盤に比べ大きく固化の遅れる場合の反りを示す。
現12・4は、くしの成形時に生じやすい反りの傾向を示す。
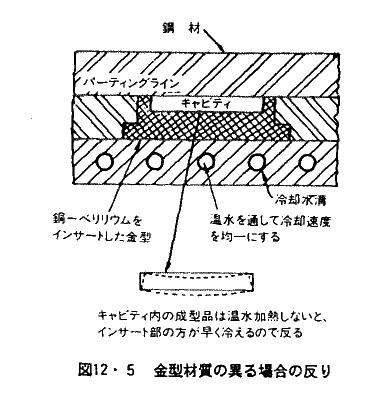
またキャビティに銅合金などの熱伝導のよい材料を使用しても、同様の現象により反りを超こすことがある(図12・5)。
いずれの場合もキャビティが均一に冷却できるように冷却水溝を設けるか、配置を変更するとよい。
ポリエチレンの場合、金型面の各部の温度差が10℃以上あると、反りが超こる可能性がある。
(5)
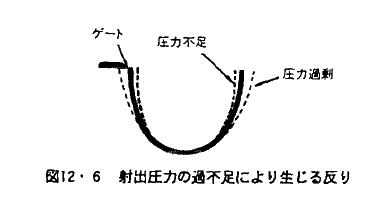
断面がC状のもので一端にゲートを設けた場合、圧力計のブルドン管と同様に射出圧力が高すぎると開き、低すぎると閉じる方向にひずむ(図12・6)。
(6)
ゲートを薄肉部に設けると、薄肉部で材料が速く冷え粘度が高くなって、厚肉部に十分圧力が加えられないので、密度が低くなり反りが起こる。
このような場合には ゲート位置を変更する。
(7)
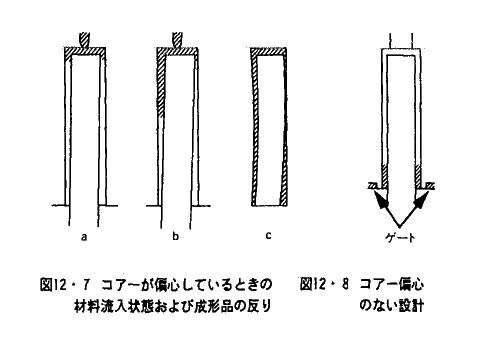
金型に細長いコアーのあるものは、溶融ポリマーが圧入されるとき、わずかに偏心していても射出圧力でコアーが倒れ、偏肉の度合いがひどくなり成形品は曲がる(図12・7)。射出初期にはコアーはわずかに偏心している(図のa)。
材料が圧入されると(図のb)のようにコアーが倒れる.成形品は(図のc)のように曲がったものができる。
このような場合は偏心を矯正するとともに、図12・8のように、コアーの周囲に均等に圧力が加わるようなゲートにするとよい。
(8)
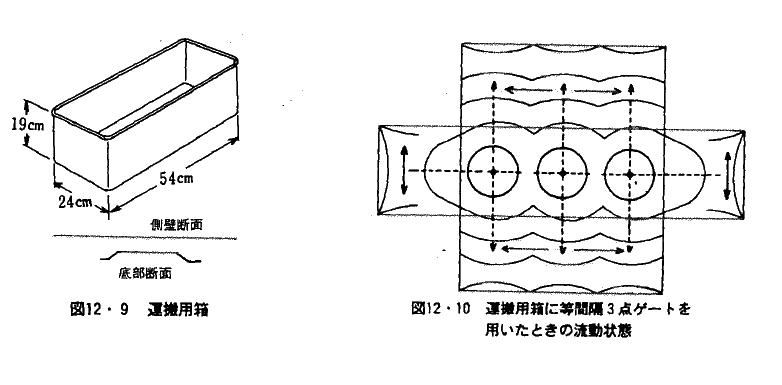
多点ゲートにして、各ゲートから材料がほぼ等距離を流動して充填が完了するように設計すると、内部応力が少なくなるので変形も少なくなる。
図12・9の形状のものを等間隔3点ゲートにした場合、高密度ポリエチレンほ図12・10のような流動状態を示し、反りに対する効果は大きい。
1.ショートショット(充填不足)
2.ば り
3.成形品面の“ひけ”
4.気 泡
5.フローマーク(波紋)
6.シルバーストリーク(銀条)
7.表面のくもり
8.ウェルドライン(融合線)
9.ブラックストリーク(黒条)および焼け
10.クレイジング
11.ジェッティング
12.反りおよび変形
13.成形品の離型不良
14.スプルーの離型不良および切断
15.材料の食込み不良
16.その他の不良
戻る< TOP >次へ
メニュー
- 1. 機能性
- 2. 成形品設計手順
- 3. 成形品設計の基本要素
- 4. 成形品の主なチャックポイント
- 5. 成形品強度
- 6. 成形材料の選択
- 7. 成形品設計のデザイン原則
- 8. 成形品ゲートの種類
- 9. 射出成形用金型
- 10.金型打合せチェックリスト
- 11.射出成形・不良現象と対策
- 12.不良現象・原因と処置
Designed by CSS.Design Sample