樹脂設計便覧
樹脂成形品の設計手法をレクチャーします。
2.ば り
金型の分離面部に入りこんだ材料が薄膜状となって成形品にくっついている現象である。
離型した成形品にばりがあると、後仕上げをしなくてはならないので、単価が高くなってしまう。
ばりは、通常金型の構造および設計によって最小限に止め得るものである。
(1)
金型の分離面部に入りこんだ材料が薄膜状となって成形品にくっついている現象である。
離型した成形品にばりがあると、後仕上げをしなくてはならないので、単価が高くなってしまう。
ばりは、通常金型の構造および設計によって最小限に止め得るものである。
金型の型締圧力が不十分の場合、材料を射出したときに金型が若干開くことがある。
これは金型面積が大きすぎたり、型締機構がトグル式の場合の金型位置調節が不確実なときに、しばしば発生する。
(2)
金型のガイドプッシュまたはガイドピンが摩耗していると、パーティングラインの個所がずれてばりが出やすくなる。
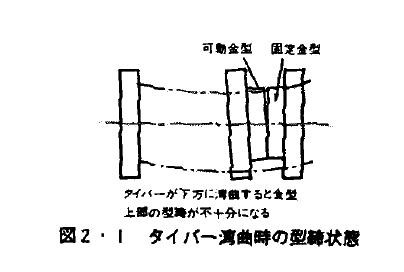
金型の設計の良しあしで、ばりが発生することも少くないが、金型取付板が傷んでいたり、タイバーが金型を支持するのに十分な強度がなければ、若干曲るので、ばり発生の原因となる(図2・1)。
(3)
金型面に異物が付着していると、金型が完全に閉じないので、ばりを生ずる。
ばりが付着したまま作業を続けると金型を揖傷させることがあるので注意を要する。
(4)
成形品の投影面積が成形機に比べ過大のときには、型締能力が不足して射出の際に金型が開くので、ばりが発生する。
(5)
材料温度が高すぎると粘度が低下するので、きわめてわずかな間隙でもばりが出る。
(6)
所要射出量よりも供給量が多いと、材料が過剰に射出されるので、ばりが発生する。
(7)
射出圧力が高すぎると、金型が押し開かれたり、間隙に材料が圧入されて、ばりが出る。
(8)
閉型時に金型面が適合してないとばりを生ずるので、閉型面の仕上げはよくしておかなければならない。
1.ショートショット(充填不足)
2.ば り
3.成形品面の“ひけ”
4.気 泡
5.フローマーク(波紋)
6.シルバーストリーク(銀条)
7.表面のくもり
8.ウェルドライン(融合線)
9.ブラックストリーク(黒条)および焼け
10.クレイジング
11.ジェッティング
12.反りおよび変形
13.成形品の離型不良
14.スプルーの離型不良および切断
15.材料の食込み不良
16.その他の不良
戻る< TOP >次へ
メニュー
- 1. 機能性
- 2. 成形品設計手順
- 3. 成形品設計の基本要素
- 4. 成形品の主なチャックポイント
- 5. 成形品強度
- 6. 成形材料の選択
- 7. 成形品設計のデザイン原則
- 8. 成形品ゲートの種類
- 9. 射出成形用金型
- 10.金型打合せチェックリスト
- 11.射出成形・不良現象と対策
- 12.不良現象・原因と処置
Designed by CSS.Design Sample