樹脂設計便覧
樹脂成形品の設計手法をレクチャーします。
4.気 泡
気泡とは、一般に厚肉の射出成形品(たとえばブラシや工具の柄など)の内部の空隙の総称である。
この現象ほキャビティから離型するときか、離型後放冷した後に現われる。
これは不透明品では外観には影響がないが、物性的欠陥として問題になる。
これを除去するには高能率生産の場合、作業条件を調整しなければならないことが多い。
厚肉個所の中心部はもっとも冷却が遅れるので収縮も遅れ、速く冷えて収縮の速く起る金型内壁面の方向に材料が移動する。
その結果、材料の収縮量だけ充填量が不足するが、厚肉個所は収縮量がもっとも大きく冷却も遅いので、全収縮量がその中心部に集中し、空隙(実は真空)を生じる(写真5)。
成形中に混入したガスが抜け切れずに空隙となる場合もある。
(1)
成形品の厚肉部に圧力が有効に働くように、ゲートおよびランナーをまず広げなくてほならない。
また当然、冷却期間中十分に射出圧力を維持しなければならないので、成形サイクルは通常長くなる。
この方法によると、収縮しただけ材料が補われる。全体が厚肉の成形品の場合には、タブゲートを採用するとよい。
(2)
射出ストロークや成形温度など成形機の調整装置を調節しても、空隙をなくすのに大した効果はない。
しかし射出圧力は、材料収縮をできるだけ少なくするために、許す限り高くしなければならない。
(3)
水分が大きな原因となることがある。通常、空隙は中心部に現われるが、そうでない場合、
水分が原因となっていることがある。
成形前に材料を加熱乾燥し水分を除いておくとよい。
(4)
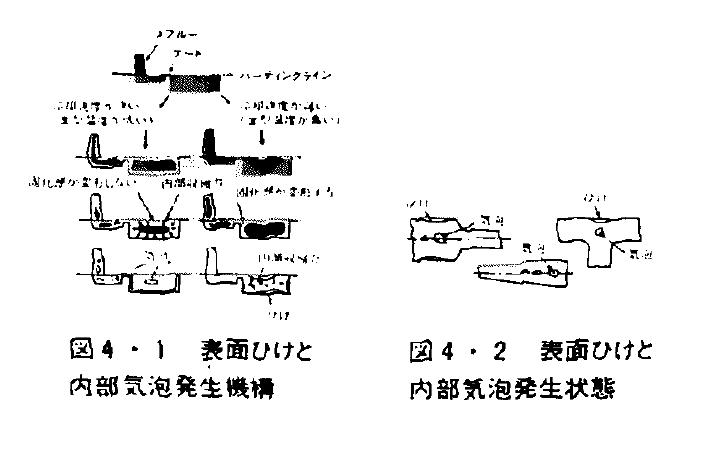
成形品に急激な肉厚変化があると各部の冷却速度が異なるので、遅れる個所に気泡を生じる。
このような設計はできるだけ避けねばならない。
肉厚変動部の表面ひけと内部気泡発生機構を図4・1に示す。
内部気泡は冷却速度の速い場合に生じやすい。
(5)
停滞空気があって気泡を生じることがある。
空気が材料の流動末端で排出されない場合には、ウェルドラインの末端に生じ、その部分は通常黒く焼けている(図8・1参照)。
空気の停滞部から排出される途中で、充填完了した場合に材料の流線に沿って気泡を生じることがある。
1.ショートショット(充填不足)
2.ば り
3.成形品面の“ひけ”
4.気 泡
5.フローマーク(波紋)
6.シルバーストリーク(銀条)
7.表面のくもり
8.ウェルドライン(融合線)
9.ブラックストリーク(黒条)および焼け
10.クレイジング
11.ジェッティング
12.反りおよび変形
13.成形品の離型不良
14.スプルーの離型不良および切断
15.材料の食込み不良
16.その他の不良
戻る< TOP >次へ
メニュー
- 1. 機能性
- 2. 成形品設計手順
- 3. 成形品設計の基本要素
- 4. 成形品の主なチャックポイント
- 5. 成形品強度
- 6. 成形材料の選択
- 7. 成形品設計のデザイン原則
- 8. 成形品ゲートの種類
- 9. 射出成形用金型
- 10.金型打合せチェックリスト
- 11.射出成形・不良現象と対策
- 12.不良現象・原因と処置
Designed by CSS.Design Sample