樹脂設計便覧
樹脂成形品の設計手法をレクチャーします。
5.フローマーク(波紋)
ある条件下で成形品の表面に品質に影響するフローマークの出るのは、誰もが経験する所である。
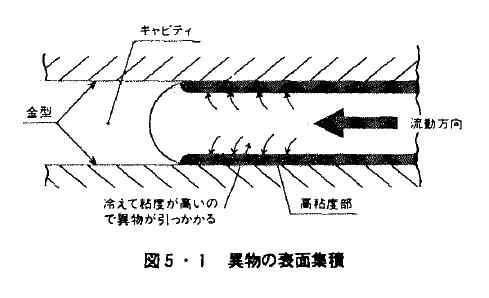
フローマークは、材料がキャビティ内を流れるとき、成形品表面に流れ方向と直角に細い波状の凸凹を生ずる現象である。
ゲートを中心とする細い年輪状の縞となっている。
このような場合、異物が材料中にあると、その異物が表面に集積されてくる傾向がある(図5・1)。
(1)
材料温度および金型温度を上げて充填中の材料温度を高く保持すれば、粘度の低い状態で充填されるので発生が防げる。
(2)
材料の充填速度が遅すぎると、充填中に温度が低下して発生する。
射出スクリューの速度および圧力を増し、あるいは外部潤滑処理をして圧力損失を防ぐようにするとよい。
(3)
金型内の冷却水溝の位置がゲート部またはそれに近い所かあるいは薄肉の所にある場合には、材料温度が低下したままキャビティに充填されたり、必要以上に材料温度が下るので発生しやすい。
このような場合には冷却水溝の位置を修正しなくてはならない。
冬期に気温が低く金型の温度が上昇しないときには温水を通して金型温度を高く保つようにするとよい。
(4)
ノズルが小さすぎると、ノズル部の材料温度が下りやすく、それが射出初期に圧入されたり、あるいは粘度が高くなるので圧力低下を超こし、フローマークの発生原因となる。
(5)
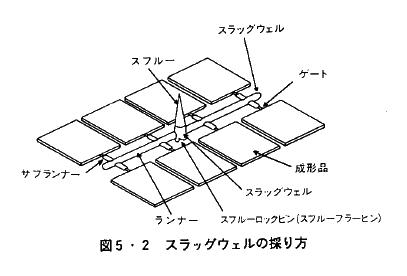
スプルー端や、主ランナーからサブランナーに分岐する個所に、スラッグウェルがないか、過小の場合も温度の低い材料が充填されるので、フローマークの原因となる。
図5・2はスラッグウェルを設けたものの一例である。
(6)
射出圧力の低すぎやゲートが過小の場合にほ、キャビティ内での粘度上昇に対して充填速度が遅くなるので、フローマークを生じる。
1.ショートショット(充填不足)
2.ば り
3.成形品面の“ひけ”
4.気 泡
5.フローマーク(波紋)
6.シルバーストリーク(銀条)
7.表面のくもり
8.ウェルドライン(融合線)
9.ブラックストリーク(黒条)および焼け
10.クレイジング
11.ジェッティング
12.反りおよび変形
13.成形品の離型不良
14.スプルーの離型不良および切断
15.材料の食込み不良
16.その他の不良
戻る< TOP >次へ
メニュー
- 1. 機能性
- 2. 成形品設計手順
- 3. 成形品設計の基本要素
- 4. 成形品の主なチャックポイント
- 5. 成形品強度
- 6. 成形材料の選択
- 7. 成形品設計のデザイン原則
- 8. 成形品ゲートの種類
- 9. 射出成形用金型
- 10.金型打合せチェックリスト
- 11.射出成形・不良現象と対策
- 12.不良現象・原因と処置
Designed by CSS.Design Sample