樹脂設計便覧
樹脂成形品の設計手法をレクチャーします。
9.ブラックストリーク(黒条)および焼け
”ブラックストリーク(黒条)”は、材料中の可燃性揮発分あるいは潤滑剤などが熱分解し、空気の巻き込みで燃焼して成形品に黒い条痕を生じる現象である。
成形品内部に黒色顔料が不規則こ分散したような状態を呈する。
”焼け”は、成形品のゲートからもっとも離れた末端プラックストリークあるいはウェルドライン部の材料が焼け、黒い点状となっている現象で、焼けた部分は成形品内に分散せず表面に露出し木炭状になっている。
これは材料が射出されるとき、金型内で空気が急速に断熱圧縮されて発熱し材料の一部が焼けて炭化するためである。
材料をキャビティに充填する時間は大形品でも10秒を超えることはまれで、多くは2〜5秒くらいなので排気がすみやかに行われなければ、空気圧縮により相当の高熱が発生する。
9-1.ブラックストリーク(黒条)
(1)
潤滑剤不足のとき、シリンダーとスクリューとの摩擦熱の発生がはなはだしく、かつ空気の排出が悪いので材料が焼ける。
潤滑剤を添加するとなくなるが、添加量が多すぎると、逆に潤滑材中の可燃性揮発分が焼けてプラックストリークを発生しやすくなることがある。
またスクリューの供給部で材料が滑って送り込みがきかず、食込みが悪くなることがある。
(2)
成形サイクルが長かったり成形機に比べ成形品が小さい場合には、材料がシリンダー内に不必要に長く滞留し材料が過熱される。そのために空気停滞または材料分解などを生じ続けてブラックストリークとなる。
(3)
シリンダー内部やスクリューに傷があったり、あるいはスクリューが偏心したりしていると、材料の一部が過熱され焼けてブラックストリークを生じることがある。
(4)
ホットランナーや断熱ランナーを採用している場合、過熱してランナー部との接続面が焼けて、黒色の薄い皮膜を生じブラックストリークの原因となることがある。
(5)ゲートが狭小であると材料が通過するとき、摩擦熱を発生し焼けることがある。
9-2.焼 け
(1)
成形機の射出速度をできるだけ低くすると、キャビティ末端の焼けは少なくなる。
しかしこの処置は射出ストロークが遅くなるので、キャビティに材料が充填されるとき材料温度の低下が大きくなり、フローマークやウェルドラインのような不良現象が発生する。
(2)
キャビティの末端に滞留して焼けの原因となる空気を排除する方法を採る。
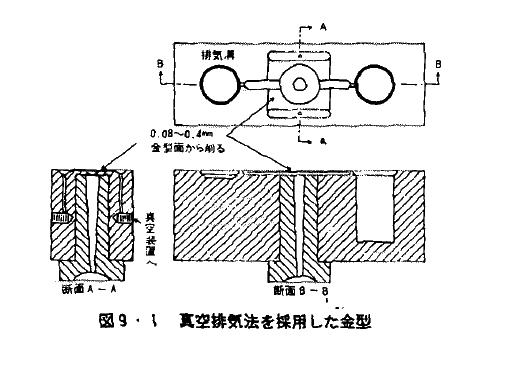
通常、突出しピンにはこの現象防止に十分な隙間が設けてある。その他の方法として金型の分離面にきわめて細いすじ(深さ0.05mmくらい)を付けて空気が逃げ出しやすいようにするのもよい。
(3)
材料が流入する前に、キャビティ内を真空にしておくのもよい。
(図9・1)。金型を閉じたとき真空装置が作動するようにしておく。
1.ショートショット(充填不足)
2.ば り
3.成形品面の“ひけ”
4.気 泡
5.フローマーク(波紋)
6.シルバーストリーク(銀条)
7.表面のくもり
8.ウェルドライン(融合線)
9.ブラックストリーク(黒条)および焼け
10.クレイジング
11.ジェッティング
12.反りおよび変形
13.成形品の離型不良
14.スプルーの離型不良および切断
15.材料の食込み不良
16.その他の不良
戻る< TOP >次へ
メニュー
- 1. 機能性
- 2. 成形品設計手順
- 3. 成形品設計の基本要素
- 4. 成形品の主なチャックポイント
- 5. 成形品強度
- 6. 成形材料の選択
- 7. 成形品設計のデザイン原則
- 8. 成形品ゲートの種類
- 9. 射出成形用金型
- 10.金型打合せチェックリスト
- 11.射出成形・不良現象と対策
- 12.不良現象・原因と処置
Designed by CSS.Design Sample