樹脂設計便覧
樹脂成形品の設計手法をレクチャーします。
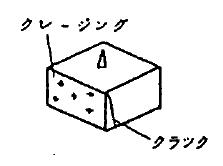
10.クレイジング
①射出圧力が高すぎる
ⅰ)射出圧力を下げる。
②材料の流動不良
ⅰ)材料温度を上げる。
ⅱ)金型温度を上げる
ⅲ)急激な肉厚変化をさける。
ⅳ)隅角部に丸みをつける。
③エジェクターピンが厚肉部にある
ⅰ)エジェクターの位置を変える。
ⅱ)金型を三つ割にする。
④排気不良
ⅰ)エジェクターピンと金型の隙間を広くする。
ⅱ)金型を三つ割にする。
ⅲ)圧空離型法を採用する。
⑤保圧の調整不良
ⅰ)保圧を低くする。
ⅱ)保圧時間を短くする。
ⅲ)ゲートバルブを使用する。
ⅳ)ノズルにチェックバルブを用いる。
⑥熱的ひずみが大きい
ⅰ)成形品をアニーリングする。
⑦化学薬品による侵食
ⅰ)キャビティをふいたインサートを洗浄する場合に、材料を侵すような溶剤を使用しない。
1.ショートショット
2.バリ原因と処置
3.成形品のひけ原因と処置
4.気泡
5.フローマーク
6.シルバーストリーク(銀条)
7.表面のくもり
8.ウェルドライン
9.ブラックストリーク(黒条)および焼け
10.クレイジング
11.ジェッティング
12.反りおよび変形
13.成形品の離型不良
14.スプルーの離型不良および切断
15.材料の食い込み不良
16.寸法精度のばらつき
17.色むら
18.はくり
19.インサート不良
20.型傷、すり傷
戻る< TOP >次へ
メニュー
- 1. 機能性
- 2. 成形品設計手順
- 3. 成形品設計の基本要素
- 4. 成形品の主なチャックポイント
- 5. 成形品強度
- 6. 成形材料の選択
- 7. 成形品設計のデザイン原則
- 8. 成形品ゲートの種類
- 9. 射出成形用金型
- 10.金型打合せチェックリスト
- 11.射出成形・不良現象と対策
- 12.不良現象・原因と処置
Designed by CSS.Design Sample