樹脂設計便覧
樹脂成形品の設計手法をレクチャーします。
7-2.抜き勾配・抜きテーパー
成形品を金型から用意に取り出すためには抜き勾配が必要不可欠である。
この抜き勾配は、成形材料の種類、金型構造、表面仕上げ、などにより異なるが、適切な勾配を設けないと離型する時の抵抗により、クラックや変形・カジリ傷・白化などの問題が生じる。
抜き勾配・抜きテーパーに関する要点
①実用性の機能や外観に差支えない程度に、抜き勾配はできるだけ大きくいれる。
特にPPやPEのように成形収縮が大きい樹脂は離型その物は比較的楽だが、わずかな抵抗で変形しやすいので十分注意すること。
② 射出成形品は一般に片側で1/60~1/30(1°~2°)が必要とされ、実用最少限度は1/120(0.5°)といわれている。
これは成形収縮率との密接な関係があり、小物のPOMなどは、抜き勾配なしでも成形できる場合がある。
③ガラス繊維入り樹脂(成形収縮が小さい材料)の場合、非充填樹脂(一般の材料)より多めに勾配をつける。
④側面に文字やシボ加工などがある場合は10μにつき1°勾配を大きくする。
⑤相手部品との嵌合・接合・組合せなどがある時は特に注意する。
⑥どうしても抜き勾配をとれない場合は、スライドコアなどの割型方式を採用する。
このときはパーティングラインに注意する。
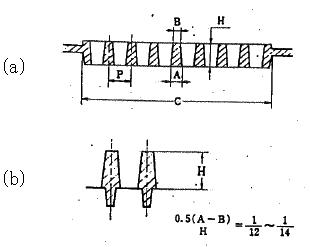
<<格子形状例>>
(1)格子のピッチ(P)が4mm以下になる場合抜き勾配を1/10程度にする。
(2)格子部(C)寸法が大きいほど抜き勾配を大きくつけるほうが良い。
(3)格子の高さ(H)が8mmを越える高さの格子または2)の場合で抜き勾配をあまりつけられないときは(b)のようにキャビティーの格子を1/2H以下の格子をつけて成形品を稼動側にのこるようにする。
7-1.パーティングライン(分割線)と割型線
7-2.抜き勾配・抜きテーパー
7-3.アンダーカット(くい込み部分)
7-4.成形品の肉厚(壁厚)
7-5.リブの応用と効果
7-6.ボ ス
7-7.丸みと隅肉r
7-8. 孔
7-9.文字・マーク
7-10.表面仕上げ
戻る< TOP >次へ
メニュー
- 1. 機能性
- 2. 成形品設計手順
- 3. 成形品設計の基本要素
- 4. 成形品の主なチャックポイント
- 5. 成形品強度
- 6. 成形材料の選択
- 7. 成形品設計のデザイン原則
- 8. 成形品ゲートの種類
- 9. 射出成形用金型
- 10.金型打合せチェックリスト
- 11.射出成形・不良現象と対策
- 12.不良現象・原因と処置
Designed by CSS.Design Sample