庽帀愝寁曋棗
庽帀惉宍昳偺愝寁庤朄傪儗僋僠儍乕偟傑偡丅
7-4.惉宍昳偺擏岤乮暻岤乯
惉宍昳偺擏岤傪寛掕偡傞偲偒偺婎杮梫慺偼庽帀偺慖戰偱偁傝丄崌棟揑側擏岤傪慖掕偡傞偵偼埲壓偺梫場偵偮偄偰廩暘専摙偡傞昁梫偑偁傞丅
梫媮惈擻
丒巊梡忦審偐傜傒偨擏岤
丂嘆峔憿丄嘇嫮搙丄嘊廳検丄嘋悺朄惂栺丄嘍嵽椏僐僗僩丄嘐奜娤忋
丒惢憿忋乮惉宍丒擇師壛岺乯偐傜傒偨擏岤
丂嘆惉宍帪偺棳摦惈丄嘇僒僀僋儖忋丄嘊棧宆忋丄嘋擇師壛岺忋
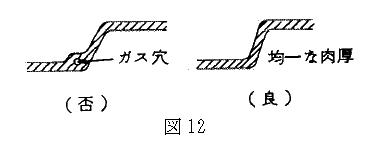
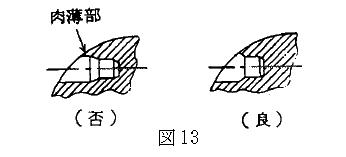
堦斒揑偵惉宍昳偺擏岤偼嬒堦偵偡傞偙偲偑朷傑偟偔丄曄擏晹暘傪彮側偔偡傞偙偲偵傛傝榗傒傪嵟彫尷偵偡傞丅
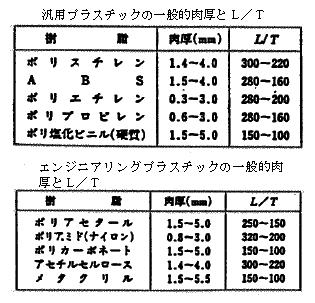
昗弨揑側擏岤丗庽帀偵傛偭偰嵎偼偁傞偑丄偛偔娙扨偵2.5mm傪昗弨偵丄1.5mm埲壓傪敄擏丄3.5mm埲忋傪岤擏偲峫偊偰傕傛偄丅
乮幩弌惉宍偺応崌min0.8mm丄max3.5mm乯傑偨丄岤擏丄敄擏偺婎弨偵偮偄偰俴乛俿偑偁傞丅
俴/俿乮L=罐澳偐傜偺棳摦嫍棧/T=惉宍昳擏岤乯
擏岤偲宍忬偲偺娭學
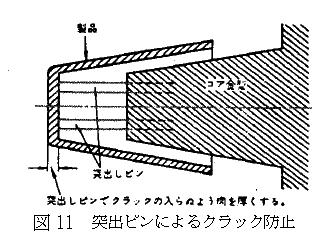
嘆惉宍昳偺擏岤偼偱偒傞偐偓傝嬒堦偲偡傞偙偲丅偳偆偟偰傕曄擏偝偣傞応崌偼曄壔偡傞晹暘傪偼偭偒傝偝偣側偄偱彊乆偵曄峏偡傞側偳岺晇偑昁梫丅
嘇惉宍昳偺嫮搙傪妋曐偟丄偐偮奜娤忋偺梫媮傪岤偝偲宍忬偵偡傞丅
嘊儕僽丒儃僗丒寠丒僀儞僒乕僩廃曈偍傛傃僂僃儖僪晹暘偺曗嫮傪偡傞丅
丂摿偵嬥懏僀儞僒乕僩偼僾儔僗僠僢僋偲偺擬朿挴學悢偺嵎偵傛傞墳椡敪惗偵拲堄偡傞偙偲丅
嘋僔儍乕僾僐乕僫乕丄僔儍乕僾僄僢僕傪彍偔丅
丂偙傟傜偑偁傞偲棳摦惈偑掅壓偟丄奺庬偺僩儔僽儖偺尨場偲側傞偺偱嬿擏傗僐乕僫乕俼偼廩暘偲傞偙偲丅
嘍晹暘揑偵嫮搙偺傎偟偄偲偒偼丄擏岤傪憹偡傛傝傕曗嫮儕僽傪愝偗偨曽偑岠壥偰偒偱偁傞丅
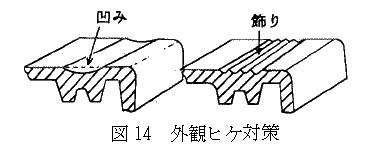
嘐嬒堦側擏岤偱傕峀偄柺愊傪旔偗傞偐丄棉晦草揑偵曄壔傪梌偊傞丅
7-1.僷乕僥傿儞僌儔僀儞乮暘妱慄乯偲妱宆慄
7-2.敳偒岡攝丒敳偒僥乕僷乕
7-3.傾儞僟乕僇僢僩乮偔偄崬傒晹暘乯
7-4.惉宍昳偺擏岤乮暻岤乯
7-5.儕僽偺墳梡偲岠壥
7-6.儃丂僗
7-7.娵傒偲嬿擏倰
7-8. 岴
7-9.暥帤丒儅乕僋
7-10.昞柺巇忋偘
栠傞亙丂TOP丂亜師傊
儊僯儏乕
- 1. 婡擻惈
- 2. 惉宍昳愝寁庤弴
- 3. 惉宍昳愝寁偺婎杮梫慺
- 4. 惉宍昳偺庡側僠儍僢僋億僀儞僩
- 5. 惉宍昳嫮搙
- 6. 惉宍嵽椏偺慖戰
- 7. 惉宍昳愝寁偺僨僓僀儞尨懃
- 8. 惉宍昳僎乕僩偺庬椶
- 9. 幩弌惉宍梡嬥宆
- 10.嬥宆懪崌偣僠僃僢僋儕僗僩
- 11.幩弌惉宍丒晄椙尰徾偲懳嶔
- 12.晄椙尰徾丒尨場偲張抲
Designed by CSS.Design Sample