樹脂設計便覧
樹脂成形品の設計手法をレクチャーします。
3.成形品面の“ひけ”
“ひけ”は射出成形品の表面に発生する不良現象中もっとも多く見受けられる現象である。
これは体積収縮のため一般に肉厚の部分に現われるもので、通常の冷却方法を採ると発生する。
成形品断面の厚肉部は徐々に冷えるが、薄肉部は先に冷却されるので収縮も早く起こり、薄肉の方向に材料が引かれ、全体の収縮が厚肉部に集中する。その結果、厚肉部の外面にくぼみを生ずる。
これを通常“ひけ打”といっている。成形時の圧力、容積および温度の関係は、次の状態方程式で表わされる。
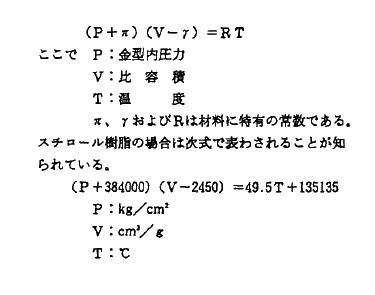
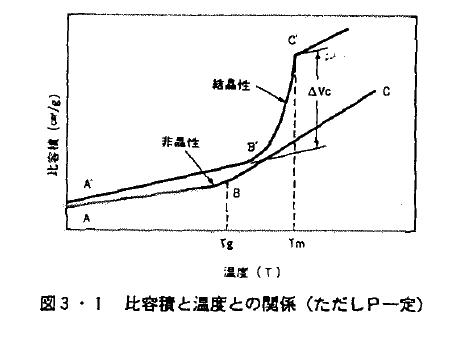
これにより成形収縮量を算出することができる。一例として一定圧力下における、比容積と温度との関係を図3・1に示す。
収縮は材料の温度によるだけでなく、被圧縮性にも大いに関係がある。スチロール樹脂は、ゲート閉塞時の金型内圧力700〜1400kg/cm2で5〜10%圧縮される。
温度が高いほど、また射出速度の遅いほど、圧縮率ほ増大する。
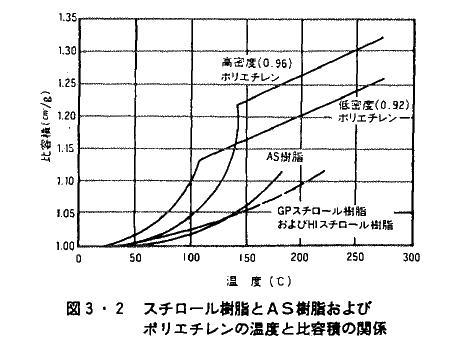
温度による比容積が材料品種により異なるので(図3・2)、圧縮率とともに考慮しておかなければならない。<
1.ショートショット(充填不足)
2.ば り
3.成形品面の“ひけ”
4.気 泡
5.フローマーク(波紋)
6.シルバーストリーク(銀条)
7.表面のくもり
8.ウェルドライン(融合線)
9.ブラックストリーク(黒条)および焼け
10.クレイジング
11.ジェッティング
12.反りおよび変形
13.成形品の離型不良
14.スプルーの離型不良および切断
15.材料の食込み不良
16.その他の不良
戻る< TOP >次へ
メニュー
- 1. 機能性
- 2. 成形品設計手順
- 3. 成形品設計の基本要素
- 4. 成形品の主なチャックポイント
- 5. 成形品強度
- 6. 成形材料の選択
- 7. 成形品設計のデザイン原則
- 8. 成形品ゲートの種類
- 9. 射出成形用金型
- 10.金型打合せチェックリスト
- 11.射出成形・不良現象と対策
- 12.不良現象・原因と処置
Designed by CSS.Design Sample